
SSUと従来塗装方式による比較試験結果
SSUを採用する事で、以下の点に大きな効果が確認されました。
【試験結果】
- 塗料削減率:最大43%
- 膜厚向上率:最大45%
- 塗装品質の仕上がり向上
① 溶剤塗料(ウレタン系/10:1配合)
● 手動塗装
従来塗装条件より低圧状態にして塗装した場合、圧縮空気系では塗装の仕上がり状態が非常に悪くなり、外観不良が発生したが、SSU系では低圧下でも正常な塗装状態を保ち、外観は良好であった。
さらに、溶剤希釈率を下げた場合、SSU塗装による使用塗料の削減率が最大43%となった。
| 手動塗装 | キャリアガス | 溶剤希釈率 | 塗装圧 [MPa] |
塗料使用量 [gr] |
コート数 [回] |
仕上り | 塗料削減率 [%] |
|---|---|---|---|---|---|---|---|
| 従来塗装(標準) | 圧縮空気 | 70% | 0.250 | 36.1 | 4 | 良好 | - |
| 従来塗装(低圧) | 圧縮空気 | 70% | 0.175 | 27.0 | 5 | 不良 | - |
| SSU(低圧) | SSU | 70% | 0.175 | 25.5 | 4 | 良好 | -30 |
| SSU(低圧・高粘度) | SSU | 35% | 0.175 | 20.6 | 4 | 良好 | -43 |
● 自動塗装
手動塗装テストと同一塗料を吐出量を一定にし、従来塗装とSSU塗装での比較実験を行った。
SSU系(低圧・高粘度塗料)塗装では、膜厚の上昇がみられ、向上率は最大45%となった。
| 自動塗装 (ロボット)-1 |
キャリアガス | 溶剤 希釈率 |
塗装圧 [MPa] |
塗料使用量 [gr] |
コート数 [回] |
仕上り | 膜厚 [μm] |
膜厚向上率 [%] |
|---|---|---|---|---|---|---|---|---|
| 従来塗装(標準) | 圧縮空気 | 70% | 0.250 | 46.7 | 2 | 良好 | 19.8 | - |
| SSU(低圧・高粘度) | SSU | 50% | 0.175 | 46.7 | 2 | 良好 | 28.7 | +45 |
膜厚を一定に調整した場合、SSU系(低圧・高粘度塗料)塗装では、塗料の使用料は最大34%減となり、手動装置と同様な効果が確認できた。
| 自動塗装 (ロボット)-2 |
キャリアガス | 溶剤 希釈率 |
塗装圧 [MPa] |
塗料使用料 [gr] |
コート数 [回] |
仕上り | 膜厚 [μm] |
塗料削減率[%] | 粘度[秒] |
|---|---|---|---|---|---|---|---|---|---|
| 従来塗装(標準) | 圧縮空気 | 70% | 0.250 | 43.0 | 2 | 良好 | 11.0 | - | 11.7 |
| SSU(低圧・高粘度) | SSU | 50% | 0.175 | 28.3 | 2 | 良好 | 11.3 | -34 | 14.5 |
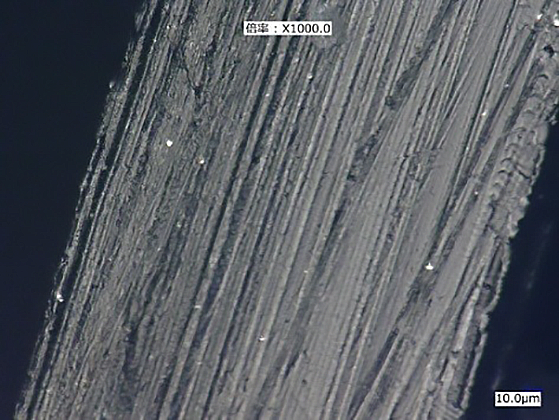
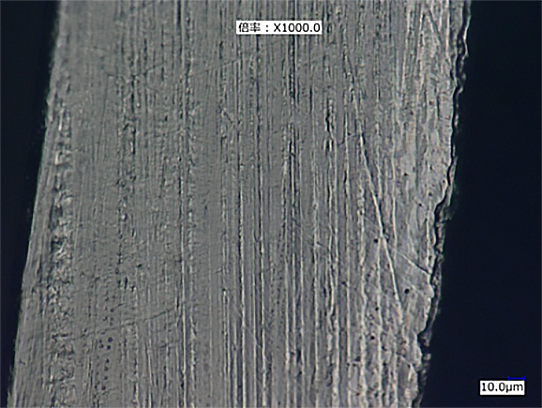
SSUと従来塗装方式による比較試験結果(塗装断面)
SSUで塗装した場合、バラツキの少ない塗装が可能になる。その結果、膜密度が向上していることが確認できた。
【従来の圧縮空気による塗膜断面】
(低い膜密度)
【SSU方式による塗膜断面】
(高い膜密度)
弊社では、粉体塗料(フッ素系:ETFE)、水系塗料(フッ素系:PTFE、固形分30%)に関するデータも用意しております。
会員登録頂くと、各種データをご覧頂く事ができます。また、ご興味のある方は、弊社までお問い合せ願います。
会員登録・お問い合せ

