

SSUと従来塗装方式による比較試験結果(溶剤塗装)
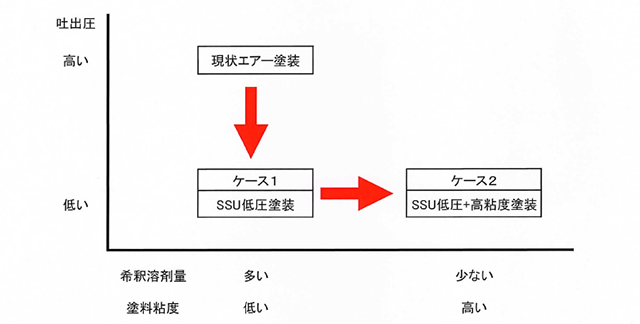
SSUの効果を利用し、塗装条件の最適化を行うために、二つのケースを検証する。
「ケース1」:吐出圧を現行に比べ、減圧する
通常、エアー塗装では吐出圧を減じていくと、徐々に塗布が困難となるが、SSUを介することによって、圧力減のデメリットを抑え、低圧でも通常エアー塗装と同等又はそれ以上の塗装を行うことができる。その結果、塗料飛散を抑えることができ、塗料の使用量を容易に削減することができる。そして、塗装現場の環境改善にも寄与することになる。
「ケース2」:塗料の希釈溶剤量を減らす(高粘度化)
SSUを介することによって、塗料の粘度が調整可能な場合は、希釈溶剤量を減じた(高粘度化)塗装が可能になり、塗料の使用量削減が実現。加えて、乾燥時間の短縮も可能となる。
自動車補修用ウレタン系塗料(希釈溶剤率は70%標準)を用いて、上記のケース事例について塗装実験を実施し検証した。
<実験例1> 手動ガンで塗布した場合
| 手動塗装 | キャリア ガス |
溶剤希釈率 | 塗装圧 [MPa] |
塗料使用量 [gr] |
コート数 [回] |
仕上り | 塗料削減率 [%] |
|---|---|---|---|---|---|---|---|
| 従来塗装 (標準) |
圧縮空気 | 70% | 0.250 | 36.1 | 4 | 良好 | - |
| 従来塗装 (低圧) |
圧縮空気 | 70% | 0.175 | 27.0 | 5 | 不良 | - |
| SSU (低圧) |
SSU | 70% | 0.175 | 25.5 | 4 | 良好 | -30 |
| SSU (低圧・高粘度) |
SSU | 35% | 0.175 | 20.6 | 4 | 良好 | -43 |
吐出圧を現行(0.25MPa)に比べ30%減じた場合、エアー塗装では外観不良が発生した「従来塗装(低圧)」がSSUを使用することで、外観不良は改善し、塗料使用量が30%削減できた。「SSU(低圧)」
さらに、希釈率を35%にして、塗料を高粘度化し塗装した場合は、同党の外観品質で、塗料の使用量が現行条件に比べ43%削減することができた。「SSU(低圧・高粘度)」
<実験例2> 自動ガンで塗料使用量(吐出量)を一定にして塗布した場合、膜厚が45%上昇した
| 自動塗装 (ロボット)-1 |
キャリア ガス |
溶剤 希釈率 |
塗装圧 [MPa] |
塗料使用量 [gr] |
コート数 [回] |
仕上り | 膜厚 [μm] |
膜厚向上率 [%] |
|---|---|---|---|---|---|---|---|---|
| 従来塗装 (標準) |
圧縮空気 | 70% | 0.250 | 46.7 | 2 | 良好 | 19.8 | - |
| SSU (低圧・高粘度) |
SSU | 50% | 0.175 | 46.7 | 2 | 良好 | 28.7 | +45 |
<実験例3> 自動ガンで膜厚を一定に調整し塗布した場合、塗料使用量が最大34%減となり、手動装置と同様な効果が確認できた
| 自動塗装 (ロボット)-2 |
キャリア ガス |
溶剤 希釈率 |
塗装圧 [MPa] |
塗料 使用料 [gr] |
コート数 [回] |
仕上り | 膜厚 [μm] |
塗料 削減率 [%] |
粘度[秒] |
|---|---|---|---|---|---|---|---|---|---|
| 従来塗装 (標準) |
圧縮空気 | 70% | 0.250 | 43.0 | 2 | 良好 | 11.0 | - | 11.7 |
| SSU (低圧・高粘度) |
SSU | 50% | 0.175 | 28.3 | 2 | 良好 | 11.3 | -34 | 14.5 |
比較実験例1-3を通じて、溶剤塗装の場合、上記ケース1(SSU低圧塗装)とケース2(SSU低圧+高粘度塗装)のアプローチを行うことにより、塗料や希釈溶剤の使用量を削減することが可能となり、さらに乾燥時間の短縮も期待できる。
塗装効率の改善
- 現状の塗装圧より低い圧力で塗布することでオーバースプレーを抑え、塗料の使用量を削減できます。
- 希釈溶剤量を下げることにより、乾燥時間の短縮、厚膜化を可能になります。
溶剤量の削減と作業時間の短縮を行うことができます。
低圧化
低希釈溶剤・高粘度化
作業環境の改善
- 高品位にキャリアガスを調整することにより、塗装環境を改善し、工程短縮や歩留り率の向上が図れます。
- 希釈溶剤量を減らすことも可能になり、VOC排出抑制等の環境対策・安全衛生対策に寄与できます。
- 塗装条件の安定化ドライ化・貯留化・加温により、塗布条件を外的要因に影響されず一定にすることができ、安定した塗装作業と塗装効率を維持できます。